CNC加工中心在加工過程中,會因為刀具形狀的因素而產生軌跡的問題,這都不是事,咱們可以通過補償的方法進行解決,常用的補償方法有以下三種。
1、刀具的長度補償
CNC加工中心編程的數據輸入,開始要指定零件的加工中心,才能建立工件編程坐標系,此坐標系只是一個工件坐標系,零點在工件上,CNC加工中心長度補償只是和Z坐標有關,不像X、Y平面內的編程零點;刀具是由主軸錐孔定位而不改變,而Z坐標的零點每一把刀的長度都是不同的。
CNC加工中心要鉆深為50mm的孔,然后攻絲深為45mm,分別用一把長為250mm的鉆頭和一把長為350mm的絲錐,先用鉆頭鉆孔深50mm,此時加工中心已經設定工件零點,當換上絲錐攻絲時,如果兩把刀都從設定零點開始加工,絲錐因為比鉆頭長而攻絲過長,損壞刀具和工件,如果設定了刀具補償,把絲錐和鉆頭的長度進行補償,當加工中心零點設定之后,即使絲錐和鉆頭長度不同,因補償的存在,在調用絲錐工作時,零點Z坐標已經自動向Z+(或Z)補償了絲錐的長度,保證了加工零點的正確性。
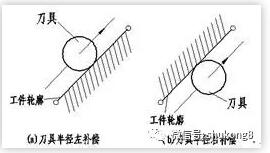
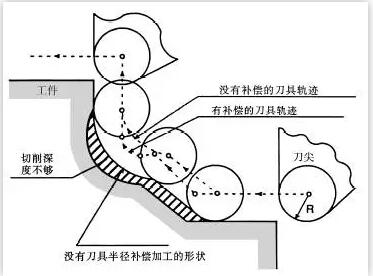
2、CNC加工中心有刀具的半徑補償,編制加工程序時可以不考慮刀具的直徑大小,刀長補償對所有的刀具都適用,而刀具的半徑補償則一般只用于銑刀類刀具;當銑刀加工工件的外輪廓或內輪廓時,就用得上刀具半徑補償,當用端面銑刀加工工件的端面時則只需刀具長度補償。
CNC加工中心刀具半徑補償是一個比較難理解和使用的指令,所以在編程中都不太愿使用,其實理解和掌握了使用起來還是對編程和加工帶來很大方便;當準備編一個用銑刀加工一個工件的外形的程序時,首先要根據工件的外形尺寸和刀具的半徑進行細致的計算坐標值來明確刀具中心所走的路線,所用的刀具半徑只是這把銑刀的半徑值,當編完后發現這把銑刀不太適合要換用其他直徑的刀具,這時就要重新計算刀具中心所走的路線的坐標值,這對于外形復雜的模具來說重新計算簡直是太困難了,一個工件的外形加工分粗加工和精加工,這樣粗加工程序編好后也就是完成了粗加工。
經過粗加工工件外形尺寸發生了變化,接下來又要計算精加工的刀具中心坐標值工作量太大;如果用了刀具半徑補償就可以忽略刀具半徑,根據工件尺寸進行編程,再把刀具半徑作為半徑補償放在半徑補償寄存器里,臨時更換銑刀或進行粗精加工,只需更改刀具半徑補償值就可以控制工件外形尺寸的大小了,對程序基本不用作一點修改。
3、夾具的偏置補償
加工中心夾具偏置可以不考慮工件夾具的位置而使用夾具偏置,當CNC加工中心加工小的工件時,工裝上一次可以裝夾幾個工件,不用考慮每一個工件在編程時的坐標零點,只需按照各自的編程零點進行編程,再使用夾具偏置來移動每一個工件上的編程零點;夾具偏置使用夾具偏置指令G54~G59來執行的,也可以使用G92指令設定坐標系;當一個工件加工完成之后,加工下一個工件時使用G92來重新設定新的工件坐標系。

掃一掃微信二維碼

掃一掃微博二維碼

 點擊立即咨詢>>
點擊立即咨詢>>